

Psa Series - Oxygen Generating Plants



Pulox Series Pressure Swing Adsorption Plants
Key Components
- Adsorbent Containers: Zeolite-filled containers selectively adsorb Nitrogen and CO2, allowing oxygen to pass through.
- Regeneration System: Scheduled cycles expel adsorbed gases, ensuring continuous oxygen production.
- Oxygen Analyzer: Monitors and stores oxygen concentration, enabling real-time purity adjustments.
- PLC: Manages the process, ensuring consistent performance within specified purity parameters.
- Sieve Adsorbents (Zeolite): Specially produced crystalline Aumino Silicates with automatic regeneration properties.
- High-Quality Construction: Oil-free medical-grade copper tubing and components meeting NFPA99 / HTM02-01 standards.
- Purification Unit: Eliminates impurities for exceptionally pure oxygen.
Benefits
- Reliability: Consistent supply of high-purity oxygen.
- Efficiency: PSA technology for optimal gas separation.
- Safety & Compliance: Meets rigorous industry standards.
- Ease of Installation: Straightforward "Plug and Play" setup.
- Versatility: Efficient operation across a wide temperature range.
Performance & Operating Conditions
- Operating Range: 5°C to 45°C (optimal: 20°C to 35°C).
- User-Friendly Installation: "Plug and Play" principle.
- Critical Consideration: Requires a clean, heated environment for optimal performance.
Technical Features
- Max. Working Pressure: 10 bar
- Power Connection: 220 V, 50Hz/60Hz
- Compressed Air Temperature Range: +10 / +43˚C
- Dew Point: +5˚C
- Ambient Temperature Range: +5 / +40˚C (Optional: -50 / +60˚C)
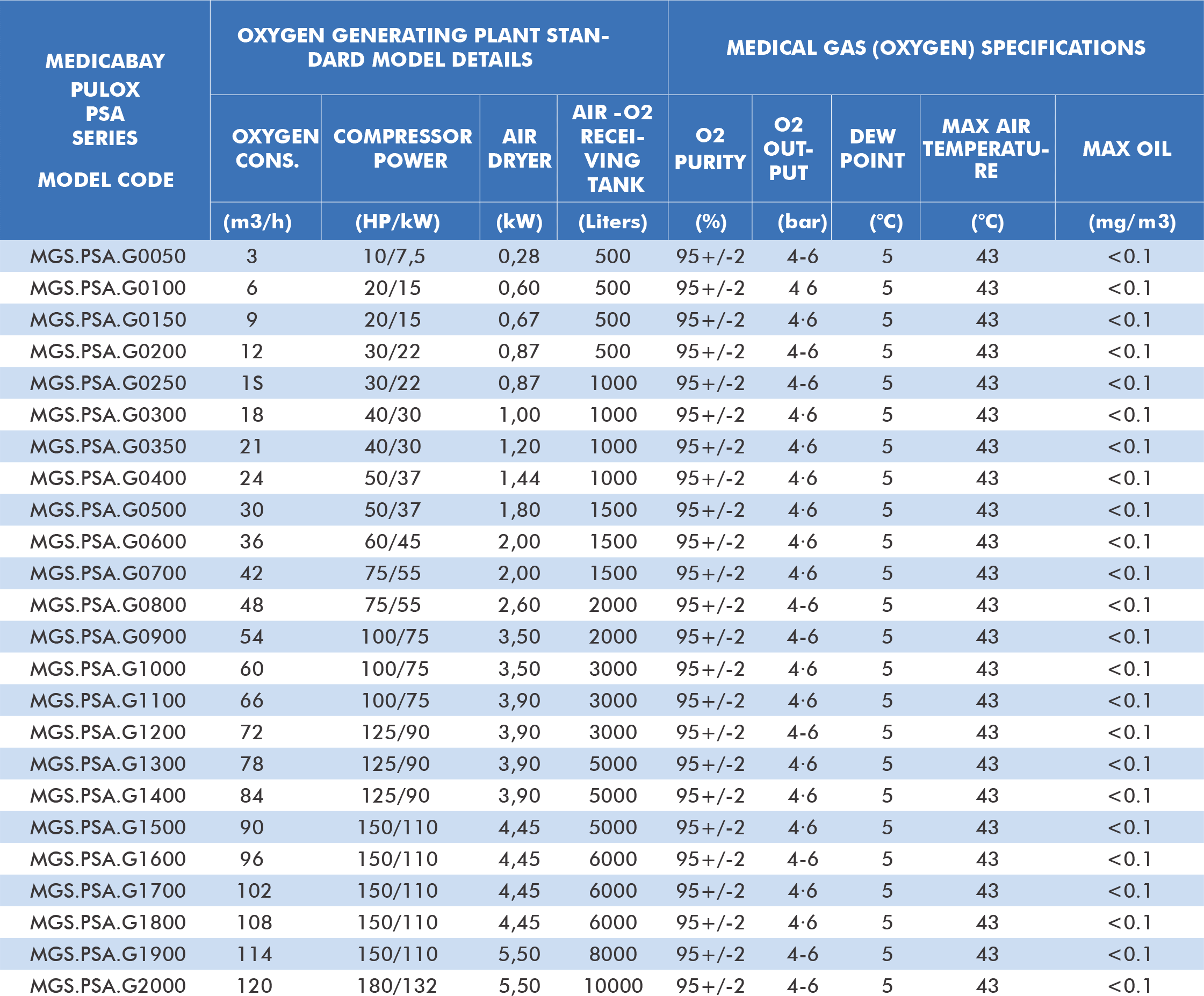
Choose the Perfect Capacity for Your Needs
Easily find the capacity that best fits your requirements by reviewing the table below. We offer a range of options designed to meet diverse needs with maximum efficiency and reliability. Once you’ve identified the ideal capacity, don’t hesitate to reach out to us for more information, personalized assistance, or a detailed quote.
Contact us via the email provided below—we’re here to support you every step of the way!